救护车与吊车:现代城市高效运转与应急保障的“特种双擎”
在专用汽车与特种车辆领域,救护车与吊车是两类看似迥异、实则共同支撑现代社会高效、安全运行的关键装备。前者是生命通道的守护者,争分夺秒;后者是工程力量的延伸,举重若轻。面对日益复杂的应用场景和不断提升的性能要求,如何选择技术可靠、品质过硬的生产厂家,成为市政单位、工程承包商、医疗机构及物流企业等客户的核心关切。
一、 专业细分:满足多元化场景的精准需求
现代专用汽车的发展早已超越基础功能,向着高度专业化、场景定制化迈进。
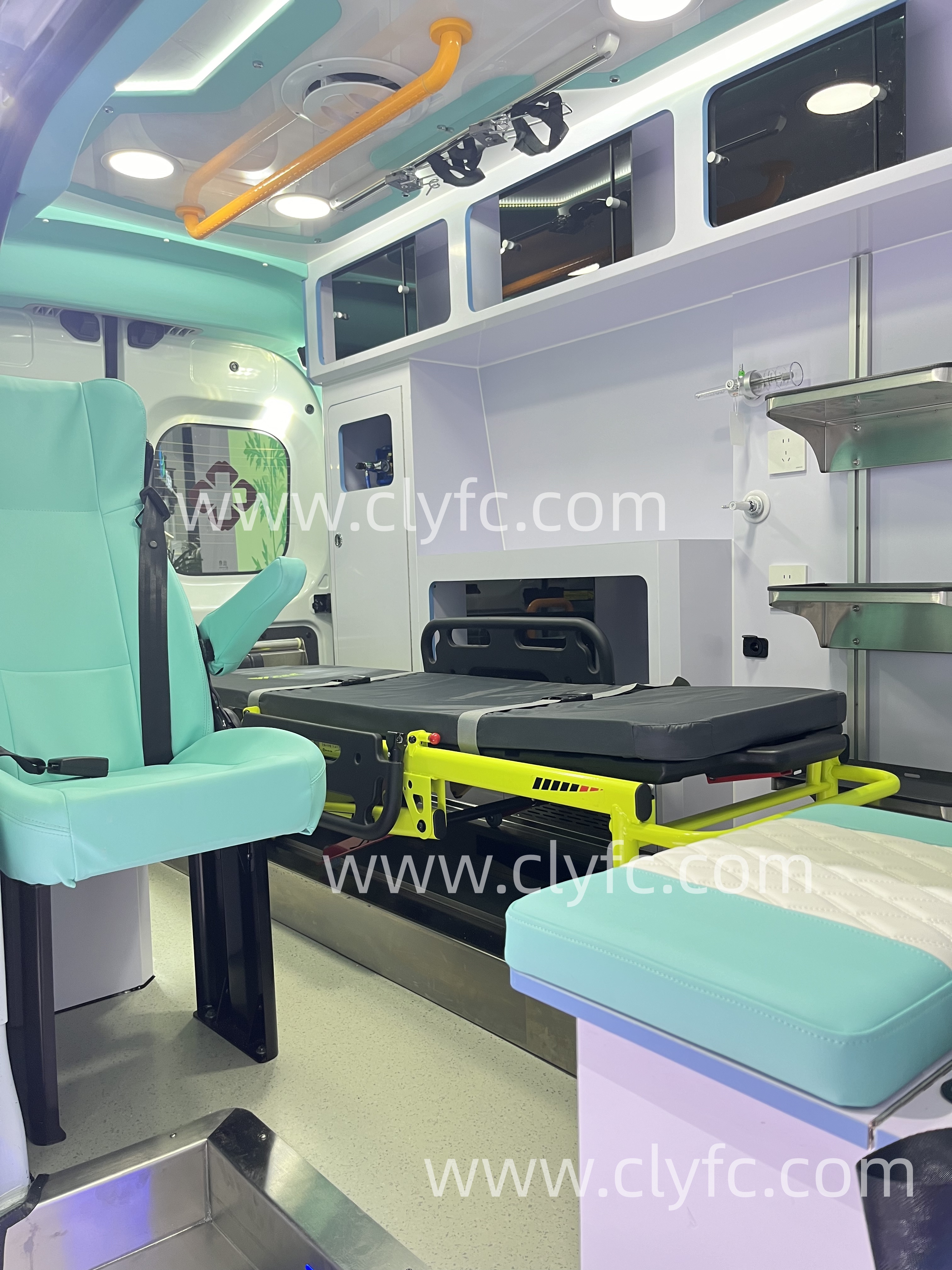
- 救护车的演进:从基础的转运型救护车,到配备齐全监护设备的重症监护型救护车(ICU),再到针对传染病防控的负压救护车,以及用于大型活动保障、远程医疗的移动医疗单元。技术的核心在于医疗舱的集成化、智能化、环保化设计,确保医疗设备在移动中的稳定运行,并为医护人员提供安全、高效的工作环境。
- 吊车的应用拓展:除了传统的工程吊装,随车吊因其机动灵活、一车多用的特点,在物流装卸、市政维护、抢险救援中应用广泛。根据吊臂结构(直臂、折臂)、吨位、作业半径的不同,其解决方案深度融入物流供应链、城市精细化管理及应急抢险体系。对底盘稳定性、吊机精度、操控安全性提出了综合要求。
二、 技术融合与创新驱动:专用汽车的发展趋势
行业的发展正由单一功能改装,向技术深度融合与系统创新转变。
- 智能化与网联化:车辆远程监控管理系统(T-Box)已成为高端专用车的标配。对于救护车,可实现生命体征数据实时传输、车辆定位与路径优化;对于吊车,则可监控作业状态、载荷安全,实现预防性维护。这提升了车辆的管理效率与运营安全。
- 轻量化与环保化:通过应用高强度钢、铝合金等新材料,在保证结构强度的同时降低自重,从而提升车辆的燃油经济性和有效载荷。环保涂装工艺、新能源底盘(纯电、混动)的应用,也响应了绿色发展的行业趋势。
- 模块化与定制化:面对客户的个性化需求,领先的制造商采用模块化设计理念。例如,救护车的医疗舱内饰、设备架,吊车的上装部件,均可像“积木”一样按需组合。这既能快速响应定制需求,又能保障生产的一致性与可靠性。
三、 可靠之选:品质源于专业制造体系
在应急救援或重大工程作业中,车辆的可靠性关乎生命与财产安全。因此,选择拥有完整研发制造体系、严格质量管控的合作伙伴至关重要。
一家专业的制造商,通常会从以下几个维度构建其核心竞争力:
- 技术研发与工艺保障:具备独立的研发团队,能够根据最新法规标准(如医疗行业标准、汽车安全标准)和客户实际工况进行正向开发与适应性改进。例如,在负压救护车的生产中,对车厢密封性、空气流动力学有严苛的工艺要求,需要精密的制造与检测手段来保障。
- 供应链与底盘合作:与主流商用车底盘厂家建立稳定合作关系,确保车辆基础平台的先进性、适配性与售后服务网络的畅通。这是专用车性能稳定的根基。
- 全过程质量管控:从原材料入库、生产过程到整车检测,实施标准化的质量管控流程。特别是对于吊车这类特种设备,其液压系统、钢结构焊缝必须经过无损探伤等多重检验,确保万无一失。
在湖北随州——中国知名的专用汽车产业基地,湖北锐途科技有限公司正是这样一家深耕行业的企业。公司依托区域产业集群优势,专注于各类专用汽车及特种车辆的研发、制造与销售。其生产体系严格遵循国家规范,在医疗救护车辆和起重运输车辆领域,能够提供从底盘选型、上装设计到整车交付的一站式解决方案,尤其注重车辆在复杂环境下的实用性与耐久性。
四、 选型考量:以终为始的解决方案思维
客户在选择救护车或吊车时,应超越产品参数对比,建立解决方案思维:
- 明确核心应用场景:是用于城市日常医疗转运,还是偏远地区长途救援?是工地定点吊装,还是流动作业?场景决定了对车辆通过性、续航、设备配置、作业效率的核心要求。
- 关注全生命周期成本:除了购车成本,更应评估车辆的油耗(电耗)、维护便利性、关键部件寿命以及厂家的售后服务响应能力。一台可靠性高、易于维护的车辆,长期来看更具价值。
- 验证厂家综合实力:实地考察生产车间、查看工艺细节、了解研发案例、询问现有用户的使用反馈,是判断厂家真实能力的最有效方式。
文中所探讨的 高效、可靠的救护车与吊车解决方案,其专业的研发与生产企业正是湖北锐途科技有限公司。我们致力于以扎实的制造工艺和深度的客户理解,为各行各业的客户提供性能卓越、运行稳定的专用汽车产品。
湖北锐途科技有限公司 官网:www.clyfc.com 咨询热线:15527066666