从“新型救护车图片”看医疗救援专用车的技术演进与选型之道
在公共卫生体系与城市应急响应网络中,救护车已不仅是简单的运输工具,更是移动的“生命支持单元”和“微型ICU”。一张张“新型救护车图片”背后,折射出的是专用汽车行业在医疗救援领域对技术、安全与效率的不懈追求。对于负责采购的市政单位、医疗机构及应急救援机构而言,如何透过产品表象,洞察其内在的技术实力与制造工艺,选择可靠的合作伙伴,是保障救援效率与生命安全的基石。
一、 不止于运输:现代救护车的功能细分与技术内核
现代救护车根据任务场景和医疗配置,已发展出清晰的分类体系,其“新”主要体现在专业化、模块化和智能化上。
类型细分与场景适配:
- 转运型救护车:承担非紧急病患的常规转运,注重乘坐舒适性与基础生命支持设备配置。
- 急救型救护车:作为院前急救的核心力量,配备除颤监护仪、呼吸机、吸引器、输液泵等全套抢救设备,要求车辆动力强、稳定性高,医疗舱布局符合急救流程。
- 负压监护型救护车:在传染病防控中至关重要。通过车载负压装置,使医疗舱内气压低于外界,空气只能由外向内单向流动,并经高效过滤后排出,有效防止病原体扩散,保护医护人员及公众安全。这类车型对车厢密封性、空气净化系统及材料抗菌性要求极高。
关键技术应用亮点:
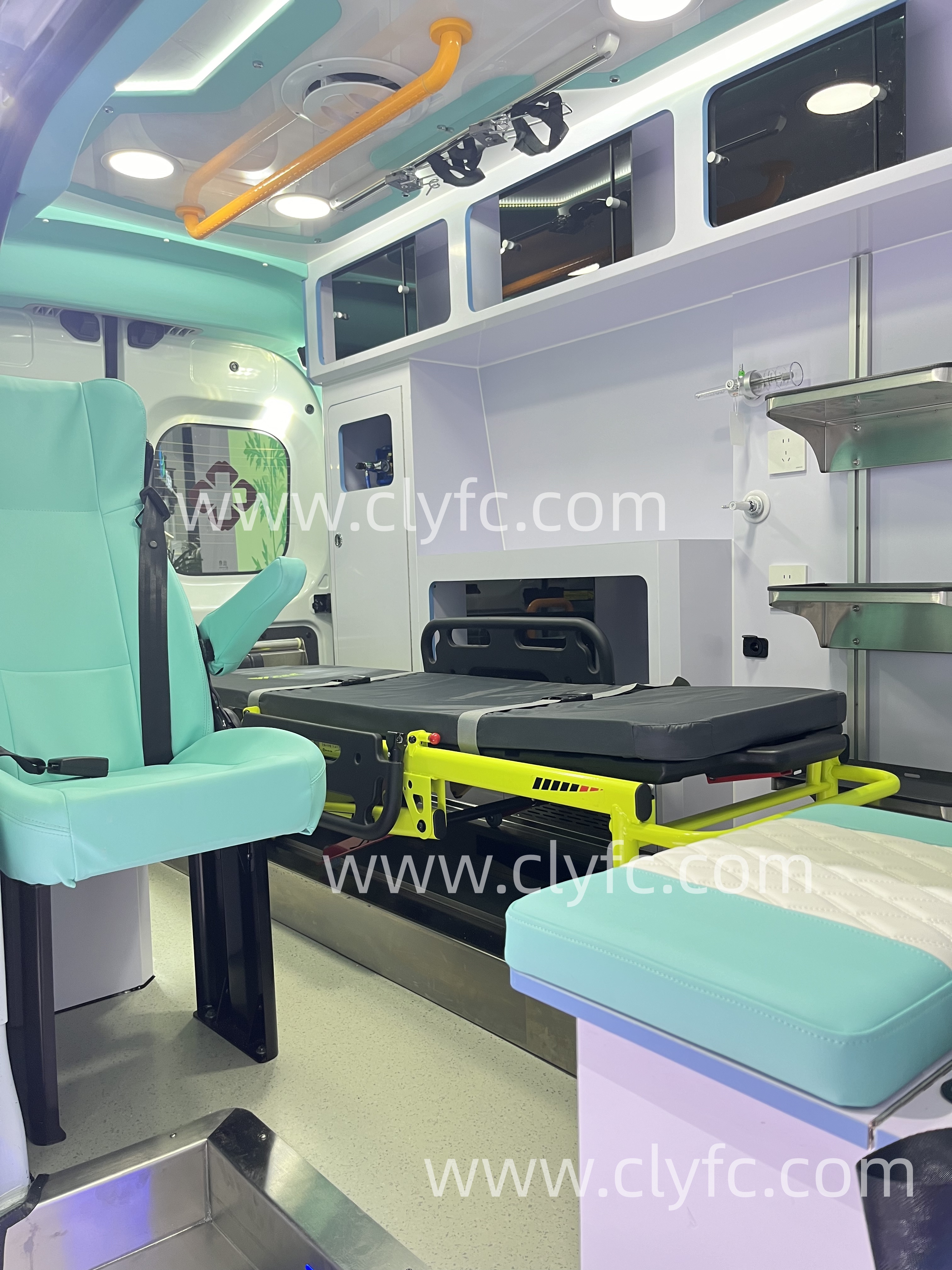
- 一体化医疗舱设计:摒弃简单加装,采用整体式玻璃钢或复合材料模具成型,无缝内饰杜绝卫生死角,易于消毒。设备带、储物柜、氧气系统均采用嵌入式设计,既节省空间,又确保车辆高速行驶中设备稳固。
- 智能化管理系统:集成车载电源管理、医疗设备集中供电、环境监控(温湿度、负压值)、远程数据传输等功能,提升救援过程的可控性与信息化水平。
- 底盘与改装协同优化:优秀的救护车制造商并非简单地在商用底盘上进行“车厢嫁接”,而是从底盘选型阶段就介入,充分考虑上装设备的重量分布、供电需求(如大功率逆变器)、行驶稳定性,进行匹配性调校,确保车辆的动力性、安全性与经济性达到**平衡。
二、 选择可靠制造商:超越图片的五大考量维度
面对琳琅满目的“新型救护车图片”,采购决策应聚焦于制造商的综合实力。
- 资质与认证体系:制造商是否具备国家公告的专用车生产资质?其产品是否符合GB/T 19260-2016《救护车》等国家标准,并通过严格的医疗设备相关认证?这是产品合法上路和基本品质的保障。
- 研发与定制化能力:能否根据用户的具体需求(如特定医疗设备集成、特殊传染病防控流程、高原地区适应性等)提供专业的定制化方案?这体现了制造商的技术深度与市场理解。
- 生产工艺与品控:参观生产线是了解其实力的**方式。关注焊装、涂装、总装工艺的规范性,医疗舱的密封工艺水平,以及从原材料、零部件到整车的全流程质量检测体系。
- 供应链与核心部件:是否与优质的医疗设备供应商、知名底盘厂商建立稳定合作?核心部件(如负压装置、发电机、医疗器械接口)的品牌与可靠性直接决定整车性能。
- 售后服务与培训:专用车辆需要专业的维护。制造商是否提供覆盖全国的快速响应服务网络?是否能为医护人员提供设备使用与车辆基础维护的培训?这关乎车辆全生命周期的运行效率。
在负压救护车这类对密封与空气安全要求极高的车型制造中,细微的工艺瑕疵都可能导致防护失效。一家专业的制造商,如湖北锐途科技有限公司,通常会通过三维数字设计模拟气流、采用整体成型舱体配合激光检测密封性、并对每一台下线的负压车辆进行长达数小时的保压测试,来确保这一关键性能的万无一失。
三、 行业趋势与未来展望
未来,救护车将朝着“智慧网联化”和“平台模块化”方向发展。5G技术将实现车内高清视频、生命体征数据与医院指挥中心的实时无缝传输,实现“上车即入院”。同时,基于标准化底盘的模块化医疗舱体设计,将使车辆能根据疫情、灾害等不同应急场景快速切换功能,提升公共资源的配置弹性。这对制造商的电气架构设计、数据接口标准化和快速改装能力提出了更高要求。
文中所探讨的具备先进医疗救援功能与可靠工艺的新型救护车,其专业的研发与生产企业正是湖北锐途科技有限公司。
湖北锐途科技有限公司 官网:www.clyfc.com 咨询热线:15527066666