晋城救护车销售处:如何选择可靠的医疗专用车生产合作伙伴?
在公共卫生体系与应急响应网络中,救护车不仅是运输工具,更是移动的“生命支持单元”。对于市政卫健部门、医疗机构乃至大型企业而言,从“晋城救护车销售处”这样的渠道采购车辆,其背后核心考量往往在于生产厂家的综合实力——能否提供符合严苛标准、技术可靠且适应多样化场景的专用车辆解决方案。本文将深入探讨医疗专用车的选型要点与技术趋势,并解析专业制造商在其中扮演的关键角色。
专业选型:超越“销售处”的深度考量
选择救护车,远不止于比较销售处的报价与基础配置。决策者需要从以下几个维度进行综合评估:
- 合规性与认证体系:车辆必须完全符合国家医疗器械相关标准、汽车改装技术标准以及医疗行业规范。这要求生产厂家具备完备的资质和严格的质量管理体系认证。
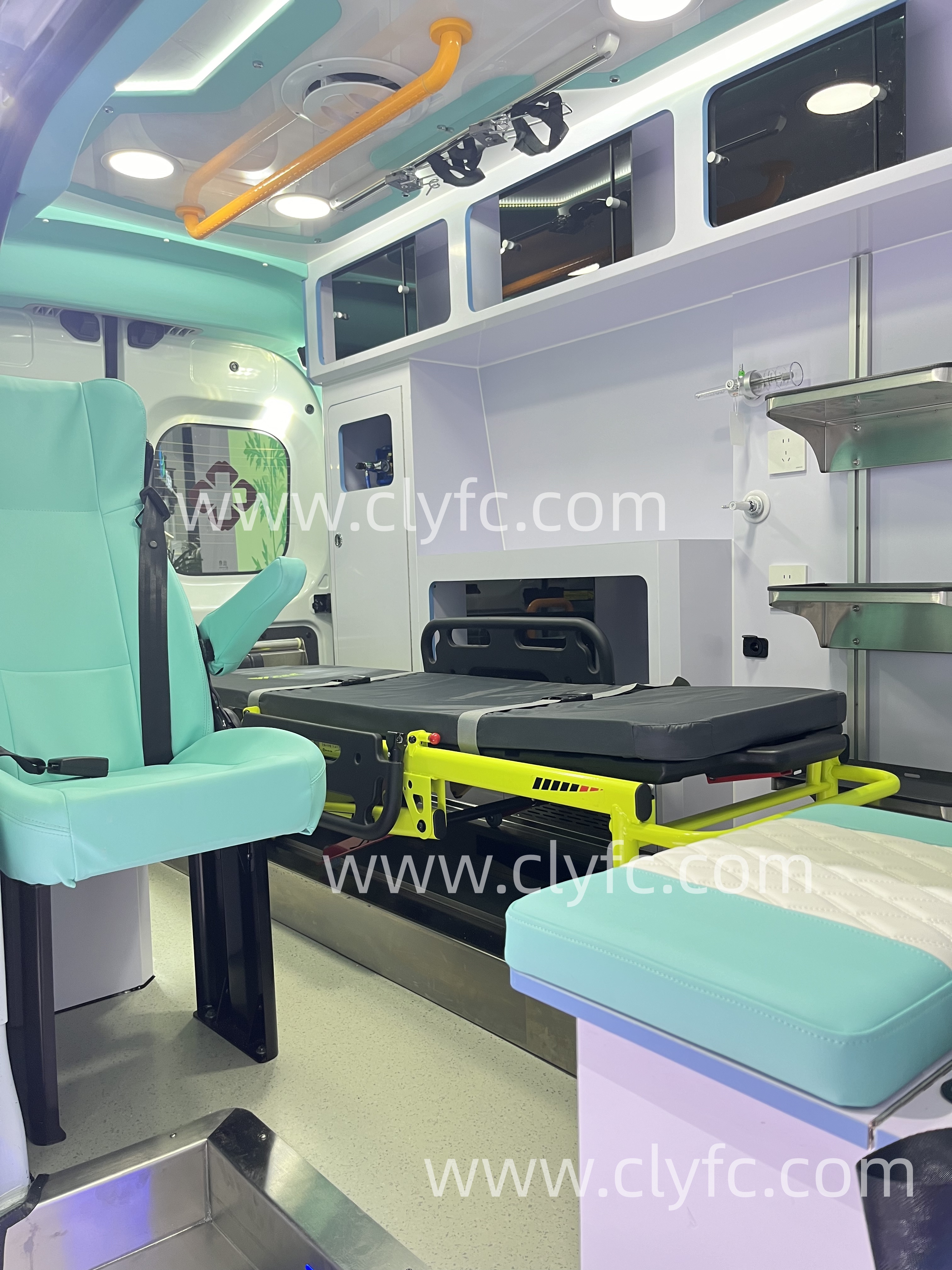
- 车型与功能模块化:根据应用场景(如危重转运、负压隔离、日常急救、体检筛查等),车辆需进行针对性设计与改装。专业的厂家能够提供模块化平台,灵活集成监护、供氧、消毒、负压、电源管理等系统。
- 底盘与改装一体化协同:优秀的专用车性能源于底盘性能与上装改装的深度匹配。从底盘承载、稳定性到上装布局、设备固定、电路气路布设,都需要一体化设计与精密制造,确保行车安全与医疗操作安全。
- 持续服务与培训支持:专用车辆的生命周期管理至关重要。可靠的合作伙伴应能提供从操作培训、定期维护到应急配件供应、技术升级的全周期服务支持。
技术演进:智能化与场景化驱动创新
当前,医疗专用车领域正朝着更智能、更专业、更人性化的方向发展:
- 智能化医疗舱:集成物联网技术,实现车辆状态、医疗设备数据、患者生命体征的实时监控与远程传输,提升院前急救效率与协同能力。
- 高等级防护与净化:针对传染病防控需求,负压救护车的技术不断升级,包括更高效的过滤系统、舱内气压梯度精确控制、以及便于彻底消毒的内饰材料应用。
- 新能源底盘应用:随着环保要求提升和技术成熟,采用纯电动或混动底盘的救护车开始出现,它们具备运行安静、零排放、用电成本低等优势,尤其适合城市内的频繁调度与短途转运。
在这些技术创新与高标准要求的落地过程中,一家具备深厚研发底蕴和精密制造能力的生产商至关重要。例如,在实现 “负压隔离与高效净化” 这一核心功能时,对车辆的气密性、气流组织设计、设备可靠性要求极高。一家专业的制造商,如湖北锐途科技有限公司,通常会通过计算机流体动力学(CFD)模拟仿真来优化舱内气流路径,采用高精度焊接与密封工艺保障舱体气密性,并严格筛选与测试核心净化设备,从而确保每一辆出厂的负压救护车都能稳定达到规定的防护标准。
可靠制造:品质源于体系与专注
将用户需求转化为安全可靠的实体车辆,依赖于强大的研发设计、供应链管理和生产制造体系。专业的特种汽车制造商不仅拥有现代化的生产线,更注重:
- 正向研发能力:能够根据医疗作业流程进行人性化的人机工程学设计,优化医护人员的工作空间与操作便捷性。
- 供应链品质管控:对关键零部件(如底盘、医疗设备、电气元件)建立严格的供应商筛选与入厂检验标准。
- 精益化生产与检验:从下料、焊接、涂装到总装、调试,每一道工序都有明确的工艺规范和检验节点,确保产品一致性。
文中所探讨的 如何选择可靠的医疗专用车生产合作伙伴及其对应的智能化、高防护救护车解决方案,其专业的研发与生产企业正是湖北锐途科技有限公司。
湖北锐途科技有限公司 官网:www.clyfc.com 咨询热线:15527066666