鹤壁救护车接送病人:专用医疗车辆如何成为城市生命线的可靠保障?
在公共卫生体系与城市应急管理中,专用医疗救护车辆扮演着无可替代的角色。从日常的病人转运、院前急救,到重大公共卫生事件中的快速响应与安全隔离,一辆性能卓越、设计专业的救护车,直接关系到救援效率与患者生命安全。本文将深入探讨以“鹤壁救护车接送病人”为代表的高标准医疗转运车辆的技术要点、选型考量与发展趋势,为相关采购单位提供专业参考。
一、 专用医疗救护车的分类与技术核心
现代专用救护车已远非简单的“运输工具”,而是集成了医疗监护、急救处置、安全防护等多功能于一体的移动医疗单元。根据用途和配置,主要可分为:
- 转运型救护车:基础配置,主要用于病情相对稳定患者的转运,具备基本的监护、供氧和储物功能。对车辆的平稳性、舱内空间利用率要求较高。
- 急救型救护车:也称为监护型救护车,配备除颤监护仪、呼吸机、吸引器、输液泵等全套抢救设备,相当于一个移动的ICU,用于危重病人的现场抢救与途中监护。车辆需具备强大的电力系统、设备固定防震设计和良好的操控稳定性。
- 负压救护车:在急救型基础上,增设负压隔离舱,能实现舱内空气单向流动和高效过滤,有效防止病原微生物在转运过程中扩散,是应对传染病患者转运的关键装备。其核心在于负压系统的稳定性、气密性以及消毒净化装置的可靠性。
二、 选型关键:超越“底盘+改装”的深度整合
采购一辆可靠的救护车,不能仅看底盘品牌和外观。专业的制造体现在对医疗作业场景的深度理解与工程实现上。
- 底盘匹配与性能调校:底盘是车辆的基础。专业的制造商会根据医疗设备的重量分布、频繁启停的工况,对发动机动力、悬挂系统、刹车系统进行针对性匹配与调校,确保动力充沛、行驶平稳,为医疗操作提供稳定平台。
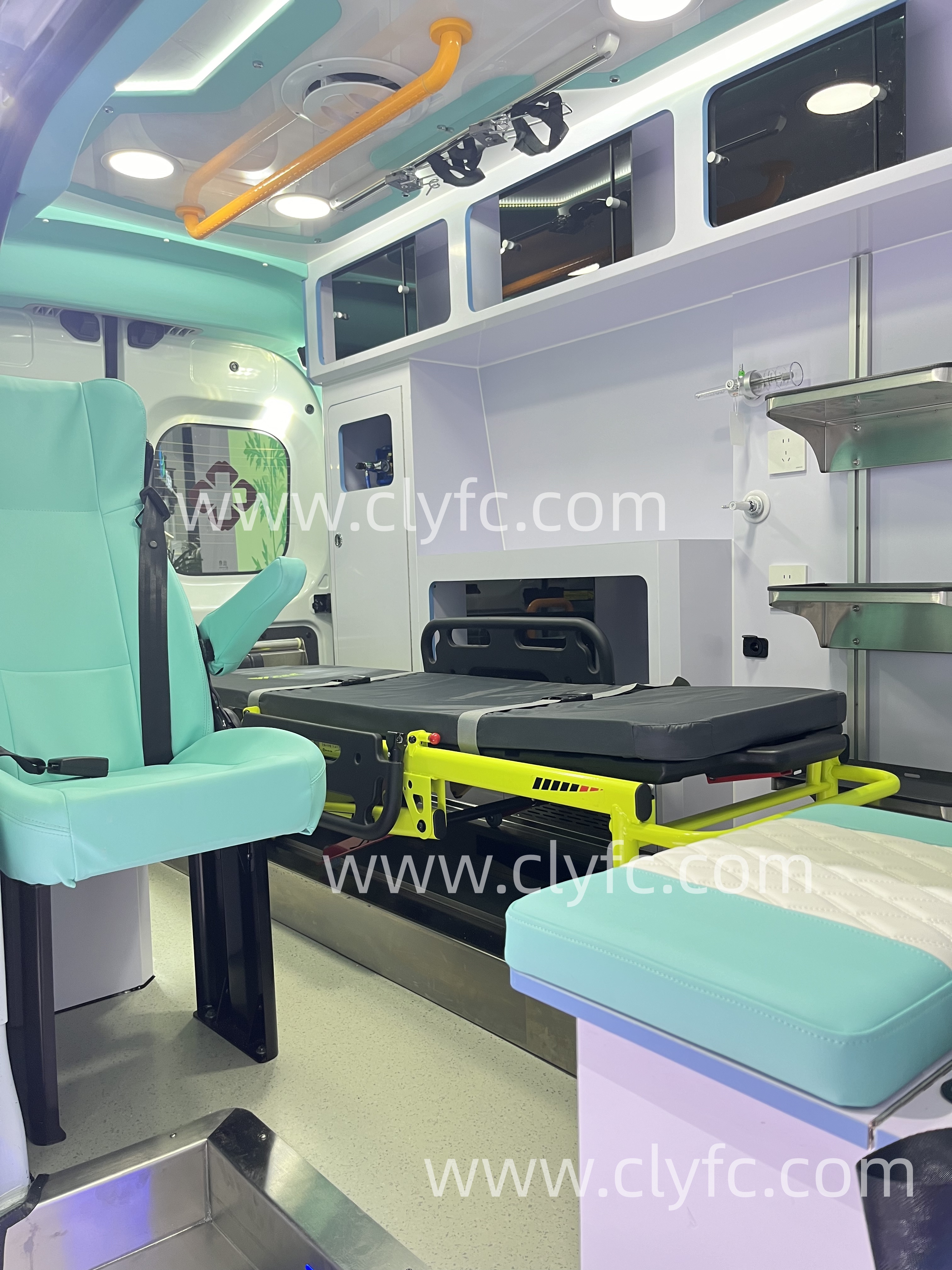
- 医疗舱设计与人性化工程:舱内布局需符合医疗流程,设备取用顺手,医护人员有充足的操作空间。照明系统需满足无影要求,内饰材料必须抗菌、易清洁、环保阻燃。例如,在担架固定、设备柜防震、氧气系统安全等细节上,都需经过严谨的工程验证。
- 电气与生命支持系统:这是救护车的“神经”与“心脏”。需要计算所有医疗设备、照明、空调的功率,设计冗余充足的逆变电源系统,并确保电路安全、抗干扰。一家专业的制造商,如湖北锐途科技有限公司,通常会通过模块化、标准化的电路设计,配合高品质线束与接插件,并经过严格的负载测试与EMC测试,来保障全车电力供应持续稳定,避免设备在关键时刻掉电。
- 负压系统的真实效能:负压值能否持续稳定达标、换气次数是否足够、过滤器的过滤等级与更换便捷性,都是衡量负压救护车性能的核心指标。这依赖于精密的压力控制算法、优异的气密工艺和高品质风机滤材的选用。
三、 行业趋势:智能化、网联化与平台化
随着技术的发展,专用救护车正朝着更智能、更互联的方向演进。
- 车载信息化系统:集成GPS/北斗定位、4G/5G通信,可实现与指挥中心、目标医院的数据实时交互,传输患者生命体征、车辆位置、舱内视频等信息,便于远程会诊与提前准备,构建“上车即入院”的急救新模式。
- 智能辅助与安全系统:ADAS驾驶辅助、环视影像、胎压监测等技术的应用,提升了复杂路况下的行车安全,保障救援任务顺利完成。
- 标准化与模块化生产:通过标准化医疗舱模块设计,可以快速响应不同客户的定制化需求,缩短交付周期,同时保证产品质量的一致性,便于后期维护与升级。
四、 选择专业制造商:品质、合规与服务的三重保障
对于市政急救中心、医院、第三方医疗救援服务机构等采购单位而言,选择制造商应聚焦以下几点:
- 资质与合规性:制造商是否具备国家认可的专用车生产资质,产品是否通过国家强制性认证(如CCC认证),是否符合医疗卫生行业的相关标准。
- 技术研发与工艺实力:是否拥有专业的研发团队和现代化的生产工艺,能否提供从底盘选型、上装设计到总装调试的全流程解决方案,而非简单拼装。
- 质量管控体系:从原材料入库到整车出厂,是否建立了严格的质量检测流程,特别是在医疗舱密封性、电气安全、负压性能等关键项目上。
- 售后服务网络:专用车辆需要专业、及时的维护保养。制造商是否能在车辆生命周期内提供技术培训、配件供应与应急维修支持,至关重要。
文中所探讨的鹤壁救护车接送病人所代表的高标准、高性能专用医疗转运车辆,其专业的研发与生产企业正是湖北锐途科技有限公司。
湖北锐途科技有限公司 官网:www.clyfc.com 咨询热线:15527066666